|
Kantenbearbeitung |

|

|

|
|
Kantenbearbeitung |
|
|
|
|
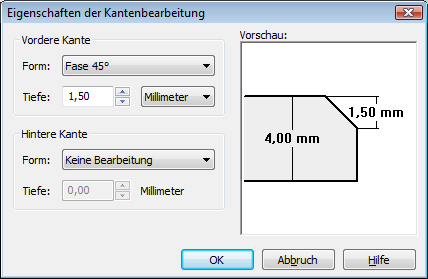
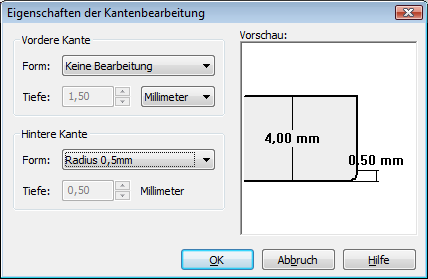
Beide Außenkanten einer Frontplatte können wahlweise mit umlaufender Fase (30°, 45° oder 60° in variabler Tiefe) oder mit umlaufender Rundung (Radius 0,5 bis 3mm) ausgeführt werden. Den entsprechenden Dialog öffnen Sie mit dem Button Kantenbearbeitung. Übrigens können auch die Kanten der Fräselemente mit umlaufender Fase bzw. Rundung versehen werden. |
Die Kantenbearbeitung ist ausnahmslos für alle Grundformen der Frontplatte möglich, und zwar unabhängig von deren Breite, Höhe und Dicke:
Bei einer rechteckigen Frontplatte wird die Kante unter Berücksichtigung eingestellter Eckenradien bearbeitet. Bei einer Freikontur wird die sich fertigungstechnisch ergebende Kante bearbeitet (insbesondere bei kleinen Innenradien oder kleinen Öffnungswinkeln kann diese von der geometrisch vorgegebenen Kontur abweichen).
|
Beide Kanten, nämlich
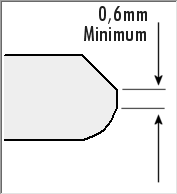
können unabhängig voneinander bearbeitet werden. Lediglich die Summe der Fasen-Tiefen bzw. Rundungs-Radien wird durch die Plattendicke begrenzt, wobei das Programm überwacht, dass ein unbearbeiteter Streifen auf der Stirnfläche der Frontplatte in Höhe von 0,6 mm stehen bleibt (siehe „Anforderungen an die verbleibende Stirnfläche“ weiter unten). Standardeinstellung für beide Kanten ist „Keine Bearbeitung“. |
Vordere und hintere Kante der Frontplatte können unabhängig voneinander entweder als Fase (abgeschrägte Planfläche) oder als Rundung (Viertelkreis) ausgeführt werden. Die gewünschte Option wählen Sie über die der jeweiligen Kante zugeordnete Dropdown-Liste (Standardeinstellung ist jeweils „Keine Bearbeitung“).
Abgesetzte Fasen oder Rundungen (Bearbeitung nur bestimmter Abschnitte der umlaufenden Kante) auf Anfrage. |
Eine bearbeitete Kante ist „blank“. Soll die Anmutung insbesondere der bearbeiteten vorderen Kante mit der Anmutung der sichtbaren Grundfläche übereinstimmen, dann haben Sie die Möglichkeit, Ihre Frontplatte nachträglich eloxieren oder pulverbeschichtet ausführen zu lassen. |
Sowohl Art (Fase oder Rundung) als auch Tiefe bzw. Radius der Bearbeitung können Sie für beide Kanten grundsätzlich frei einstellen bzw. kombinieren. Das Programm überwacht jedoch, dass aus fertigungstechnischen Gründen eine unbearbeitete Zone auf der Stirnfläche verbleibt, deren Dicke mindestens 0,6 mm betragen muss. Dies ermöglicht die Verbindung zu einem Rahmen mittels 0,4 mm dicker „Nasen“, um die Frontplatte während der ganzen Barbeitung eingespannt zu halten.
Bei Unterschreitung dieses Wertes gibt es eine entsprechende Fehlermeldung und die Eingabe kann erst dann beendet bzw. gespeichert werden, wenn die Tiefe(n) entsprechend verringert bzw. angepasst wurden. |
|
|